 镇江无卤螺杆料管量大从优
镇江无卤螺杆料管量大从优 

86841701B7CCFED4582AD41F96358
=========================================================
材料:
优质合金钢
38CrMoALA(JIS SACM645)
316不锈钢
SKD61
产品规格及技术指标:
螺杆加工直径范围:20mm-300mm
长径比:L/D=15~55
调质硬度:HB240°~280°
氮化硬度:HV850°~1000°
氮化深度:0.45~0.7mm
氮化脆性:≤二级
表面粗糙度:Ra0.4
螺杆直线度:0.015mm
氮化后表面镀硬铬度:HV≥900HV
镀铬层厚度:0.05~0.10mm
合金深度:0.8~2.0mm
双合金硬度:HRC56°~65°(合金采用镍基合金)
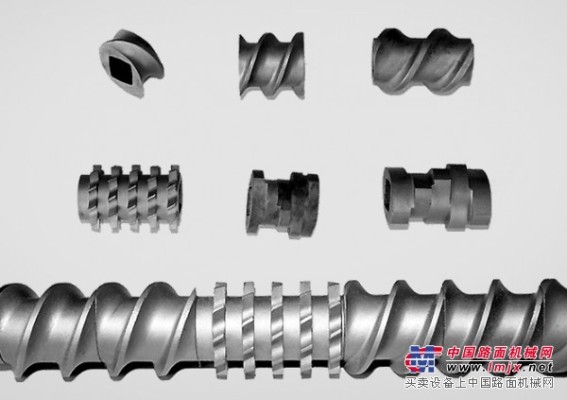
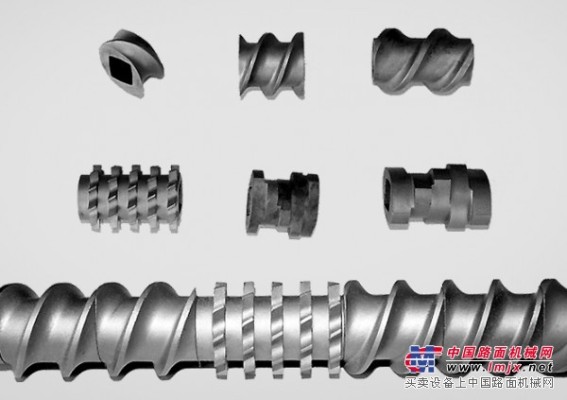
出现了一种全新的产品,是用无卤料挤出成型的,比普通的塑料要结实耐用。无卤料不是一定都要专用无卤螺杆,只是针对无卤料配方的特性,采用无卤螺杆,从而保证良好的性能以及指标。
无卤料为了保证标准要求的各种性能指标,里面的填充阻燃剂比PVC填充剂比例高很多,在经过PVC螺杆这种高剪切力的状态下,很容易导致材料的分解,或温度上升导致生产效率底下、断胶等问题。如果使用无卤专用螺杆,则可以很好的避免上述问题的发生,从而保证生产出来的塑胶产品拥有良好的性能!
无卤螺杆表面全面覆盖一层钴与碳化钨复合合金粉末涂层,使螺杆具备良好的耐磨、耐腐蚀性。且不宜变性,不会脱落,延长螺杆的寿命,是普通双合金的三至四倍寿命。特别适合加工PA、PC、无卤料添加;PA、PC等加纤40%以上;铁粉、陶瓷粉等极易磨损和污染的原材料。
接受各种款式定制,欢迎来电!
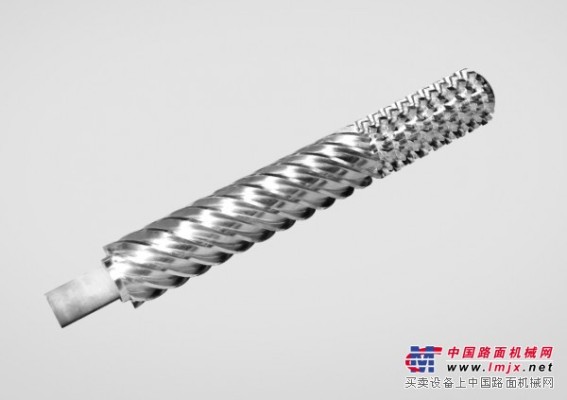
螺杆直径:20mm-300mm
长径比:L/D=15~55
材料成分:38CrMoALA(JIS SACM645)、316不锈钢、SKD61
适用范围:PA、PC、无卤料添加;PA、PC等加纤40%以上;铁粉、陶瓷粉等极易磨损和污染的原材料。
螺杆表面全面覆盖一层钴与碳化钨复合合金粉末涂层,使螺杆具备良好的耐磨、耐腐蚀性。且不宜变性,不会脱落,延长螺杆的寿命,是普通双合金的三至四倍寿命。适用于加玻纤40%以上及无卤料。
热处理:
渗氮处理
电镀硬铬层
高频淬火
喷涂耐腐蚀、耐磨双金属层
真空淬火
=========================================================
螺杆和机筒这两个重要零件,一个是细长的螺纹杆,一个是直径比较小而长的孔,它们的机械加工和热处理工艺都比较复杂,精度的保证都比较困难。对这两个零件的磨损后是修复还是更换新件,一定要从经济角度全面分析。如果修理费用比换新螺杆费用低些,就决定修,这不一定是正确的选择,修理费用与更新费用的比较,只是一个方面。
另外还要看修理费用与修理后使用螺杆时间与更新费用和更新螺杆使用时间的比值。采用比值小的方案才经济,是正确选择。
===================================================
制定方案:
通过相关资料的查询,得知目前国内使用的修复方法有电焊法、喷焊法和喷涂法。
方案的实施:
1.由于要求涂层较高的密实度和较低的空隙 率, 决定选用火焰喷焊工艺,合金粉末选用 N i 6 0合金粉,喷焊后焊层表面硬度要求达到 HR C 5 8 —6 5 ,接近原有螺杆硬度。
工艺方案 :
1.初选用方案为喷焊后的螺杆。
2.进行校正。
3.磨削外圆。
4.对飞边进行手工抛光修整。
按此工艺方案进行修复,发现螺杆终弯曲度较大。
分析原因:由于螺杆是细长轴,且直径较小,在手工抛光修整过程中,螺杆需要不断变换工作场地,而且手工抛光修整也对螺杆施加不均衡的外力,致
使螺杆严重弯曲。
调整工艺方案为:
1.喷焊后的螺杆。
2.手工抛光修整。
3.校正工件一外圆磨削。
按此工艺方案进行修复,螺杆终弯曲很小 ,满足了使用的要求,装配顺利。
挤出机中螺杆和缸筒间隙的大小,直接影响熔融过程中的稳定性,间隙过大将导致生产量大幅降低,甚至于无法正常工作。在条件许可的情况下,可对螺杆、 缸筒进行修复,由于缸筒的修复是内表面深内孑L加工,受加工设备和加工工艺的限制,修复成本很高,一般加工条件不易实现,而对螺杆的修复成本相对较低,现已作为主要的修复方法。
螺杆工作表面产生磨损后,外径尺寸减小,修复的目的是使其表面获得一定厚度的金属覆盖层,外径增加到一定的尺寸,使其与缸筒的配合间隙达到设计使用的要求。 是一个螺杆与料筒相互关系的参量,漏流随的增大而增加,太大会影响挤出量。实践证明:如果 因某种原因增大超过均化段螺槽深度的1 5%,该螺杆即不能使用。
修复工艺存在的难点:
( 1 )由挤出过程可知 ,螺杆是在高温 、较强的化学腐蚀 、强烈磨损、大扭矩下工作的,因此螺杆材料必须具备耐高温、耐磨损、耐腐蚀 、高强度的特性。国内外一般选用3 8 C r Mo A L A优质合金钢制作,表面经氮化处理,渗氮层0 .6 ~ 0 .7 m m,表面硬度 H R C 5 8 — 6 2 。螺杆经修复后,其工作特性应恢复至原有的状态,采用恰当的焊接修复工艺使之达到工作要求,是整个修复工作的关键。
( 2 )螺杆的外圆要求尺寸精度为0 .0 1 ~ O .0 2 m m,直线度 O .O 1 5 mm,此类精度要求,只能通过磨削加工才能实现。螺杆属于细长轴类零件, 且外圆为不连续的螺旋体,对其表面的磨削将面临断续、不均匀、易弯曲的难题。另外选择何种类型的砂轮也是关键问题。
螺杆修复工艺路线:
1.磨损螺杆,
2.抛光去除氧化层,
3.氧乙炔焰加热到2 0 0— 3 0 0 ~ C,
4.喷焊合金于螺棱上,
5.保温冷却除去螺棱上飞边,
6.电磨抛光修圆角,
7.校正直线度l 0 ~ 2 0m_
8.磨削外圆至尺寸要求,
9.检验试装
总结:
塑料挤出机螺杆可采用表面喷焊法修复,此修复方法简单易行,使用设备较少。其中的关键在于喷焊材料的选择和工艺路线的制定。运用此修复方案对近300件螺杆进行修复,均达到预期的效果,我们将对修复工艺进行进一步的优化,并计划将此修复工艺应用到较大直径的双螺杆。
=============================================================
联系方式:
电话:0580-8252220
邮箱:YQK838312@163.com
手机:俞先生13645809022
厂家地址:舟山定海区金塘镇西堠工业园区西堠路1号
网站:www.zschangjia.com
======================================================
挤出机螺杆在机筒内转动,物料与二者的摩擦,使螺杆与机筒的工作表面逐渐磨损:螺杆直径逐渐缩小,机筒的内孔直径逐渐加大。这样,挤出机螺杆与机筒的配合直径间隙,随着二者的逐渐磨损而一点点加大。可是,由于机筒前面机头和分流板的阻力没有改变,这就增加了被挤塑物料前进时的漏流量,即物料从直径间隙处向进料方向流动量增加,结果使挤出机螺杆生产量下降。挤出机螺杆使物料在机筒内停留时间增加,造成物料分解。如果是聚乙烯,分解产生的氯化氢气体加强了对挤出机螺杆和机筒的腐蚀。物料中如有碳酸钙和玻璃纤维等填充料,能加快螺杆和机筒的磨损,由于物料没有塑化均匀,或是有金属异物混入料中,使螺杆转动扭矩力突然增加,这种扭矩超出螺杆的强度极限,使螺杆扭断。这是一种非常规事故损坏。
扭断的挤出机螺杆要根据机筒的实际内径来考虑,按与机筒的正常间隙给出新螺杆的外径偏差进行制造。挤出机螺杆直径缩小的螺纹表面经处理后,热喷涂耐磨合金,然后再经磨削加工至尺寸。这种方法一般有专业喷涂厂加工修复,费用还比较低。在磨损挤出机螺杆的螺纹部分堆焊耐磨合金。根据挤出机螺杆磨损的程度堆焊1~2mm厚,然后磨削加工螺杆至尺寸。这种耐磨合金由C、Cr、Vi、Co、W和B等材料组成,增加螺杆的抗磨损和耐腐蚀的能力。专业堆焊厂对这种加工的费用很高,除特殊要求的螺杆,一般很少采用。
挤出机螺杆是未来动力转向系统的一个发展趋势。
挤出机螺杆具有单螺杆挤出机的挤出机原理:固体输送熔融增压和泵送混合汽提和脱挥发分,但又不单纯是如此。
挤出机螺杆挤出过程的研究大概分三个环节:
1、要弄清楚两种以上的聚合物及物料在挤出过程中物态变化真实情况,混合形态,结构变化的过程,以及混合物与性能的关系;
2、做为挤出机螺杆,挤出反应成型时的反应过程、速度、性能与螺杆构型、操作条件之间的内在联系,建立模型,用来指导反应成型挤出;
3、聚合物在挤出过程中物态变化规律,输送原理固体熔体的输送排气真相和规律,建立起数学的物理的模型,用来指导挤出机螺杆的设计和挤出过程的优化,修复挤出机螺杆可用表面镀硬铬方法,铬也是耐磨和抗腐蚀的金属,但硬的铬层比较容易脱落。
=========================================================
舟山昌佳塑料机械有限公司位于风光秀丽的千岛城市,中国的螺杆之乡一一舟山市金塘岛的中部。东与旅游胜地海天佛国普陀山隔水相望,西与国际深水良港宁波北仑港相邻。
产品材质采用优质钢材38CrMoALA经调质、定性,表面氮化(或喷涂硬质合金)经抛光等工序精制而成, 具有极高的精密度、耐磨度和长寿命,为国内外众多塑机所采用。
以雄厚的技术力量,先进的工艺设备,丰富的实践经验,求实创新的作风,周到快捷的服务,为用户提供性能可靠、 质量上乘、价格合理的产品。并诚挚邀请新老客商光临指导、洽谈合作,与您携手共求发展。
集科研开发、生产经营、商贸物业为一体。专业生产各类挤出机、注塑机等料筒螺杆。还可根据客户的需要定制特殊规格的产品,并为广大用户设计制样的服务。
我公司欢迎新老客户对我们进行技术上的督察咨询。
有意向的可以来电订购我们公司的产品。价格方面可以双方协谈。
=========================================================
螺杆损坏原因:
===================================================
5244F1EC6F2C24BBE240136A81543783
免责声明:以上所展示的信息由会员自行提供,内容的真实性、准确性和合法性 由发布会员负责。中国路面机械网对此不承担任何责任。
友情提醒:为规避购买风险,建议您在购买相关产品前务必确认供应商资质(营业执照等证件)及产品质量。我们原则上建议您选择经过中国路面机械网认证的 守信通 会员
|
舟山昌佳塑料机械有限公司
该用户未通过认证 |
|||
| 主营产品: | ABS|吹膜机筒螺杆|吹瓶机机筒螺杆|积木机筒螺杆|EVA、PA、HIPS|发泡机筒螺杆|制鞋机机筒螺杆 | 联系人: | 俞利军 |
|---|---|---|---|
| 资质认证: | 邮 件: | YQK838312@163.com | |
| 开店时间: | 电 话: | 0580-8252220 | |
| 所在地: | 舟山市定海区金塘镇西堠工业园区西堠路1号 | 手 机: | 13645809022 |
免责声明:以上所展示的信息由会员自行提供,内容的真实性、准确性和合法性 由发布会员负责。中国路面机械网对此不承担任何责任。
友情提醒:为规避购买风险,建议您在购买相关产品前务必确认供应商资质(营业执照等证件)及产品质量。我们原则上建议您选择经过中国路面机械网认证的 守信通 会员
舟山昌佳塑料机械有限公司(http://www.zschangjia.com/)位于风光秀丽的千岛城市,中国著名的螺杆之乡一一舟山市金塘岛的中部。东与旅游胜地海天佛国普陀山隔水相望,西与国际深水良港宁波北仑港相邻。 公司集科研开发、生产经营、商贸物业为一体。


















 京公网安备 11010502031237号
京公网安备 11010502031237号