 合肥积木螺杆低价批发
合肥积木螺杆低价批发 
2111056F7FC203EC7621C5AAD51314304
=========================================================
螺杆和机筒这两个重要零件,一个是细长的螺纹杆,一个是直径比较小而长的孔,它们的机械加工和热处理工艺都比较复杂,精度的保证都比较困难。对这两个零件的磨损后是修复还是更换新件,一定要从经济角度全面分析。如果修理费用比换新螺杆费用低些,就决定修,这不一定是正确的选择,修理费用与更新费用的比较,只是一个方面。
另外还要看修理费用与修理后使用螺杆时间与更新费用和更新螺杆使用时间的比值。采用比值小的方案才经济,是正确选择。
=========================================================
螺杆损坏原因:
===================================================
技术指标:
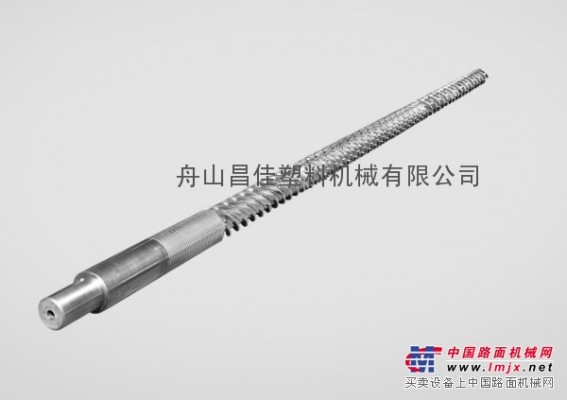
使用材料:W6Mo5Cr4V2、38CrMoAlA和粉末合金复合材料
用途区分:色母粒、改性、挤出机、造粒机设备
加工范围:Ф20mm - Ф300mm
售后服务:零部件在PE加纤不超过30%的情况下,正常运转4000小时
螺杆材质的要求:
1)耐高温,高温下不变形;
2)耐磨损,寿命长;
3)耐腐蚀,物料具有腐蚀性;
4)高强度,可承受大扭矩,高转速;
5)具有良好的切削加工性能;
6)热处理后残余应力小,热变形小等。
采用高强度合金钢,W6Mo5Cr4V2 或38CrMoALA经氮化处理。耐磨耗、耐腐蚀。
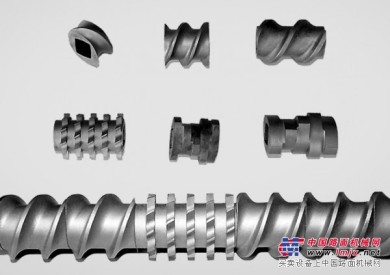
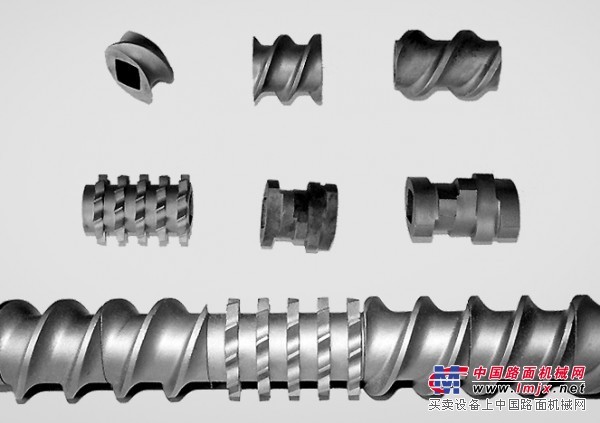
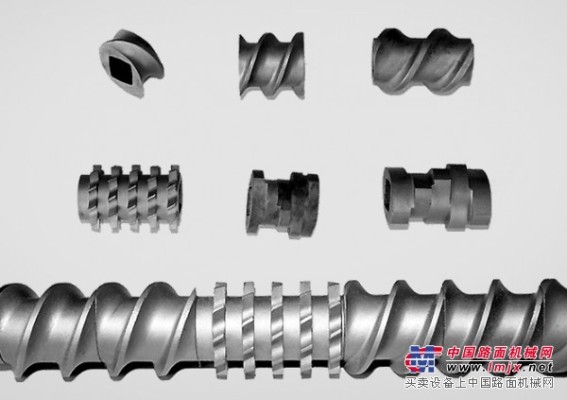
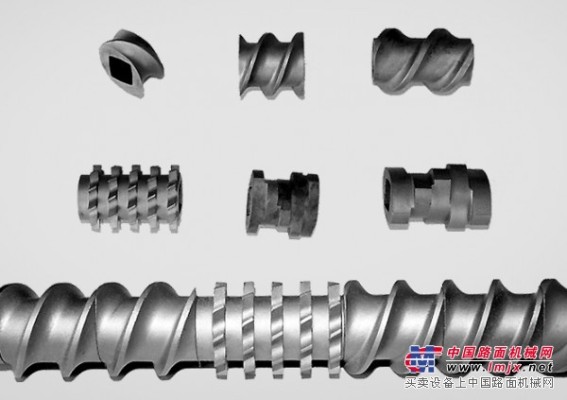
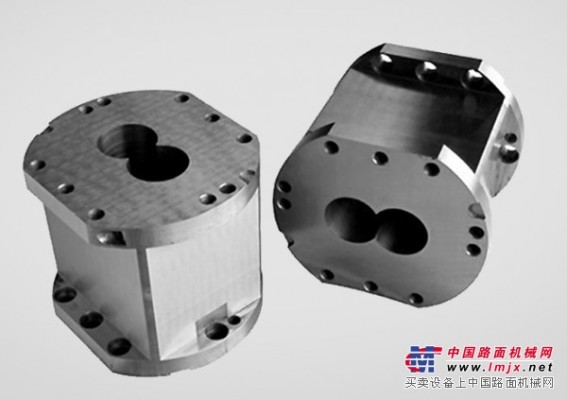
采用“积木式”原理,可随意组合机组的长径比,内花键形式。整根螺杆可由各种规格的“螺套”和“捏合块”元件根据不同需求随意组合。使用中充分体现了灵活互变性,经济性。经过完美组合的螺杆元件在工作中可实现对物料的输送、压缩、排气、塑化、分散、自洁及均匀出料的效果。产品经过严格检验,确保加工精度。
螺杆的用处:
多用于塑料成型设备,如塑料型材挤出机,注塑机等。螺杆和机筒是塑料成型设备的核心部件。是加热挤出塑化的部分。是塑料机械的核心。
螺杆广泛应用于加工中心,CNC机器,数控车床,注塑机,线切割,磨床,铣床,慢走丝,快走丝,PCB钻孔机,精雕机,雕铣机,火花放电机,咬齿机,刨床,大型立车龙门铣等等.
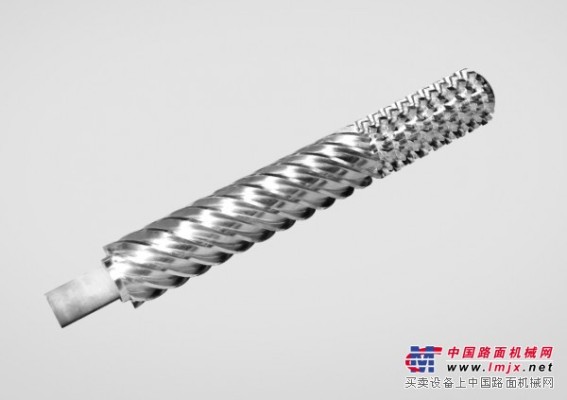
芯轴是保证挤出机运转顺畅的重要元件,所以我们会对各个组合位做出多次测试,以确保达至公差要求。多年来的加工经验使我们可供应长至6米的芯轴。芯轴采用40CrNiMo材料制成,在高转速、高扭力、高负重的情况下,具体良好的韧性及机械性能,在加工过程中严格控制精确度,保证芯轴的槽深、槽距标准、表面光滑、坚韧耐用。还可根据客户的要求,为客户提供高耐磨、高耐腐的粉末高速钢等特种钢材产品。
积木式螺杆和机筒。剖分式双螺杆挤出机主机的螺杆、机筒均采用先进的“积木式”设计,螺杆由套装在芯轴上的各种形式的螺块组合而成,筒体内的内套根据螺块的不同可以调整,从而根据物料品种等工艺要求灵活组合出理想的主机结构形式,实现理想的物料输送、塑化、剪切、排气、建压以及挤出等各种工艺过程,从而较好的解决了一般难以兼顾的所谓螺杆通用性与专用性的矛盾,达到一机多用、一机多能的目的。“积木式”设计的另一优点是对于发生了磨损的螺杆和筒体元件可进行局部更换,避免了整个螺杆或筒体的报废,大大降低了维修成本。
接受各种款式定制,欢迎来电!
螺杆直径:Ф20mm - Ф300mm
应用:色母粒、改性、挤出机、造粒机设备
材料成分:W6Mo5Cr4V2、38CrMoAlA和粉末合金复合材料
=============================================================
======================================================
联系方式:
电话:0580-8252220
手机:俞先生13645809022
邮箱:YQK838312@163.com
网站:www.zschangjia.com
厂家地址:舟山定海区金塘镇西堠工业园区西堠路1号
=========================================================
舟山昌佳塑料机械有限公司位于风光秀丽的千岛城市,中国的螺杆之乡一一舟山市金塘岛的中部。东与旅游胜地海天佛国普陀山隔水相望,西与国际深水良港宁波北仑港相邻。
集科研开发、生产经营、商贸物业为一体。专业生产各类挤出机、注塑机等料筒螺杆。还可根据客户的需要定制特殊规格的产品,并为广大用户设计制样的服务。
以雄厚的技术力量,先进的工艺设备,丰富的实践经验,求实创新的作风,周到快捷的服务,为用户提供性能可靠、 质量上乘、价格合理的产品。并诚挚邀请新老客商光临指导、洽谈合作,与您携手共求发展。
产品材质采用优质钢材38CrMoALA经调质、定性,表面氮化(或喷涂硬质合金)经抛光等工序精制而成, 具有极高的精密度、耐磨度和长寿命,为国内外众多塑机所采用。
我公司欢迎新老客户对我们进行技术上的督察咨询。
有意向的可以来电订购我们公司的产品。价格方面可以双方协谈。
=========================================================
在挤出物料时需要对螺杆进行冷却,主要是为了保证生产能顺利进行,防止物料因塑化温度过高而造成分解。比如在螺杆的加料段冷却,是防止此段螺杆温度过高,避免物料因温度高而戮附在螺杆的螺纹槽内随螺杆转动,影响物料输送前移,造成因供料不足而不能正常生产。螺杆的均化段冷却降温,是因为此段熔料因受较大的挤压、摩擦和剪切作用,产生热量多,温升较快,为防止物料分解才需降温冷却。
===================================================
5319225F941EB6ADA3CFADDF69FC37C5C9837
螺杆是在较高的负荷应力下运转,但运转速度较低,故它是在高应力和较低的交变频率作用下运行。每一次启动运行都会产生一定量的塑性应变。螺杆每一次受到硬物阻碍也会产生一定塑性变形,这种塑性变形对螺杆的损害要比启动时严重得多,再加上由于螺杆长时间受到挤压、摩擦造成的塑性应变,在反复塑性应变作用下,螺杆内部损伤积累到一定程度便形成裂纹,当裂纹扩展到临界尺寸,螺杆剩余断面不足以承受螺杆运转负荷时,裂纹失稳扩展导致突然脆性断裂。
挤出机螺杆断裂的原因分析:
2.1螺杆宏观断口原因分析
从宏观断口形貌分析,螺杆断裂属低周疲劳破坏。断面上可明显看到有三个区域:疲劳裂纹源;疲劳裂纹扩展区;瞬时断裂区。疲劳裂纹源可发生在应力集中的螺杆齿根、表面龟裂处以及内部夹杂物处。螺杆疲劳裂纹源很小,是疲劳裂纹的核心区。从照片可清楚看到,螺杆疲劳裂纹在螺杆根部应力集中处,缺陷螺杆根部周长度为12mm,轴向的宽度达3mm,深度大于2mm,总面超过20mm2,但不到断口面积的10%。渗氮硬化层龟裂。疲劳裂纹在该区缓慢扩展,初断口表面由于受到反复交变应力的作用,被摩擦得较为平滑、光亮,然后出现贝壳纹花样。贝壳纹大体上垂直于裂纹的扩展方向,向整个空心圆周推进。壳纹(疲劳弧线)之间的间距大小不等。在大小不等的交变应力的反复作用下,裂纹扩展过程不连续变化所留下的宏观痕迹,是由挤出机的开车、停车、硬物阻碍螺杆等载荷改变所造成的。通常疲劳裂纹扩展区面积占断口面积的98%,符合疲劳裂纹的基本特征。当圆周两边壳纹(疲劳弧线)接近相切,裂纹扩展到净断面的应力达到螺杆的断裂应力时,螺杆被切断。断面有明显的台阶,这部分的面积约占整个断口面积的1%。
2.2螺杆微观断口原因分析
对螺杆断口的疲劳裂纹扩展区和瞬时断裂区进行扫描电子显微镜形貌分析。
2.2.1疲劳裂纹扩展区断口微观形貌分析
疲劳裂纹扩展区的整个断面是疲劳裂纹扩展的结果。通常可清楚地看到疲劳条纹呈方向性连续或断续分布,带台阶的疲劳条纹平行于裂纹前缘而延伸,疲劳条纹垂直于裂纹的扩展方向。这些都是破坏过程中裂纹扩展的微观痕迹。
一个疲劳条纹对应着一个应力循环。螺杆断口的疲劳裂纹扩展区的疲劳条纹基本都是脆性条纹,条纹之间的间隔相当于一个应力循环扩展的长度。由断口表面向内部扩展的细小裂纹,称为二次裂纹,二次裂纹由一次裂纹发展成的孔洞缺陷。
2.2.2瞬间断裂区断口微观开貌分析
瞬间断裂区为脆性解理断口,断面上可见解理台阶、河流花样、解理舌头和二次裂纹,找不到韧窝。
挤出机螺杆的修复:
扭断的螺杆要根据机筒的实际内径来考虑,按与机筒的正常间隙给出新螺杆的外径偏差进行制造。磨损螺杆直径缩小的螺纹表面经处理后,热喷涂耐磨合金,然后再经磨削加工至尺寸。这种方法一般有专业喷涂厂加工修复,费用还比较低。在磨损螺杆的螺纹部分堆焊耐磨合金。根据螺杆磨损的程度堆焊1~2mm厚,然后磨削加工螺杆至尺寸。这种耐磨合金由C、Cr、Vi、Co、W和B等材料组成,增加螺杆的抗磨损和耐腐蚀的能力。专业堆焊厂对这种加工的费用很高,除特殊要求的螺杆,一般很少采用。修复螺杆也可用表面镀硬铬方法,铬也是耐磨和抗腐蚀的金属,但硬的铬层比较容易脱落。
机筒的内表面硬度高于螺杆,它的损坏要比螺杆来得晚。机筒的报废就是内径直径由于时间磨损而增大。它的修复方法如下:因磨损增加直径的机筒,如果还有一定的渗氮层时,可把机筒内孔直接进行镗孔,研磨至一个新的直径尺寸,然后按此直径配制新螺杆。机筒内径经机加工修整重新浇铸合金,厚度在1~2mm间,然后精加工至尺寸。一般情况下机筒的均化段磨损较快,可将此段(取5~7D长)经镗孔修整,再配一个渗氮合金钢衬套,内孔直径参照螺杆直径,留在正常配合间隙,进行加工配制。在这里强调一点,螺杆和机筒这两个重要零件,一个是细长的螺纹杆,一个是直径比较小而长的孔,它们的机械加工和热处理工艺都比较复杂,精度的保证都比较困难。所以,对这两个零件的磨损后是修复还是更换新件,一定要从经济角度全面分析。如果修理费用比换新螺杆费用低些,就决定修,这不一定是正确的选择,修理费用与更新费用的比较,只是一个方面。另外还要看修理费用与修理后使用螺杆时间与更新费用和更新螺杆使用时间的比值。
免责声明:以上所展示的信息由会员自行提供,内容的真实性、准确性和合法性 由发布会员负责。中国路面机械网对此不承担任何责任。
友情提醒:为规避购买风险,建议您在购买相关产品前务必确认供应商资质(营业执照等证件)及产品质量。我们原则上建议您选择经过中国路面机械网认证的 守信通 会员
|
舟山昌佳塑料机械有限公司
该用户未通过认证 |
|||
| 主营产品: | ABS|吹膜机筒螺杆|吹瓶机机筒螺杆|积木机筒螺杆|EVA、PA、HIPS|发泡机筒螺杆|制鞋机机筒螺杆 | 联系人: | 俞利军 |
|---|---|---|---|
| 资质认证: | 邮 件: | YQK838312@163.com | |
| 开店时间: | 电 话: | 0580-8252220 | |
| 所在地: | 舟山市定海区金塘镇西堠工业园区西堠路1号 | 手 机: | 13645809022 |
免责声明:以上所展示的信息由会员自行提供,内容的真实性、准确性和合法性 由发布会员负责。中国路面机械网对此不承担任何责任。
友情提醒:为规避购买风险,建议您在购买相关产品前务必确认供应商资质(营业执照等证件)及产品质量。我们原则上建议您选择经过中国路面机械网认证的 守信通 会员
舟山昌佳塑料机械有限公司(http://www.zschangjia.com/)位于风光秀丽的千岛城市,中国著名的螺杆之乡一一舟山市金塘岛的中部。东与旅游胜地海天佛国普陀山隔水相望,西与国际深水良港宁波北仑港相邻。 公司集科研开发、生产经营、商贸物业为一体。


















 京公网安备 11010502031237号
京公网安备 11010502031237号