
编辑本段钢板切割工艺

2.1.3在下料时必须核对钢板的牌号、规格和表面质量情况,在确认无疑后才可下料。

3.切割操作工艺:

在进行厚板气割时,割嘴与工件表面保持垂直,待整个断面割穿后移动割嘴,转入正常气割,气割将要到达终点时应略放慢速度,使切口下部完全割断。

数控火焰切割机
割嘴编号 切割厚度mm 氧气压力Mpa 丙烯压力Mpa 切割速度mm/min

3.5在进行厚板切割时,预热火焰要大,气割气流长度超出工件厚度的1/3。割嘴与工件表面约成10°~20°倾角,使零件边缘均匀受热。

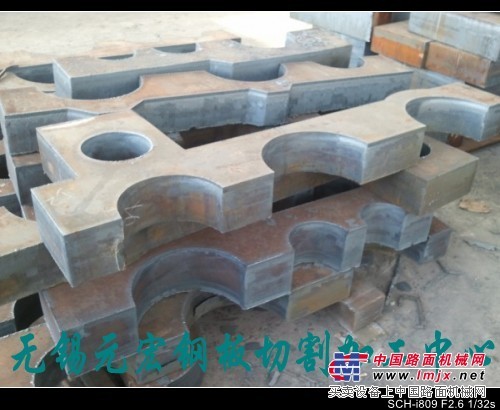
 无锡Q235B钢板加工下料 苏州45#钢板火焰数控下料
无锡Q235B钢板加工下料 苏州45#钢板火焰数控下料 
目录

2.1.3在下料时必须核对钢板的牌号、规格和表面质量情况,在确认无疑后才可下料。
3.切割操作工艺:
在进行厚板气割时,割嘴与工件表面保持垂直,待整个断面割穿后移动割嘴,转入正常气割,气割将要到达终点时应略放慢速度,使切口下部完全割断。
数控火焰切割机
割嘴编号 切割厚度mm 氧气压力Mpa 丙烯压力Mpa 切割速度mm/min
3.5在进行厚板切割时,预热火焰要大,气割气流长度超出工件厚度的1/3。割嘴与工件表面约成10°~20°倾角,使零件边缘均匀受热。
免责声明:以上所展示的信息由会员自行提供,内容的真实性、准确性和合法性 由发布会员负责。中国路面机械网对此不承担任何责任。
友情提醒:为规避购买风险,建议您在购买相关产品前务必确认供应商资质(营业执照等证件)及产品质量。我们原则上建议您选择经过中国路面机械网认证的 守信通 会员
|
无锡元宏钢板有限公司
该用户未通过认证 |
|||
| 主营产品: | 钢板零割 钢板加工 整版销售 钢板精加工 | 联系人: | 杨晓静 |
|---|---|---|---|
| 资质认证: | 邮 件: | 1552558380@qq.com | |
| 开店时间: | 电 话: | 0510-85360722 | |
| 所在地: | 无锡新区城南路32-1号中储物流B楼362-366室 | 手 机: | 13584181298 |
免责声明:以上所展示的信息由会员自行提供,内容的真实性、准确性和合法性 由发布会员负责。中国路面机械网对此不承担任何责任。
友情提醒:为规避购买风险,建议您在购买相关产品前务必确认供应商资质(营业执照等证件)及产品质量。我们原则上建议您选择经过中国路面机械网认证的 守信通 会员
割加工 0510-85360722 18068346691 杨晓静 钢板切割加工:可切割最厚650mm的钢板,切割光滑度40度,垂直误差±1%,焊缝可保一级探伤,可作30吨以下各种规格形状的结构件。常规切割产品:风塔法兰,门框,轧机牌坊,轴承座,墙板面板,机械臂,焊接锚,管板等。











 京公网安备 11010502031237号
京公网安备 11010502031237号